 Portuguese
Portuguese  English
English  Spanish
Spanish 







From Construction Sites To Dismantled Pallets, Wood Waste Goes Through Sorting, Passes Through Magnets, Turns Into Fibers Smaller Than 0.5 Mm And Goes To Drying Between 150 And 200°C. Only Then Do They Receive Resin In The Right Dose, And Then MDF Boards Take Shape Under Controlled Pressure And Time
Thirty million tons of wood waste per year may seem like a distant statistic, until the moment that volume becomes industrial routine and arrives at your home in the form of furniture and structures. The central point is that MDF boards do not arise from a “miracle,” but from a technical chain that starts with sorting and ends in pressure and temperature control.
The detail that changes everything appears before the press: the standardization of fibers and the uniform coating with resin. If this stage fails, the MDF boards may even come off the line, but they do not sustain the expected performance in terms of strength, load, and durability.
Where Wood Waste Comes From And Why Not Everything Becomes MDF Boards

Wood waste comes from multiple sources, such as construction sites, demolitions, old furniture, and pallets.
-
From space, Buenos Aires appears as a colossal spot of light surrounded by kilometers of darkness, revealing at a single glance the exact boundary between the metropolis and the countryside, seen from 400 km altitude.

-
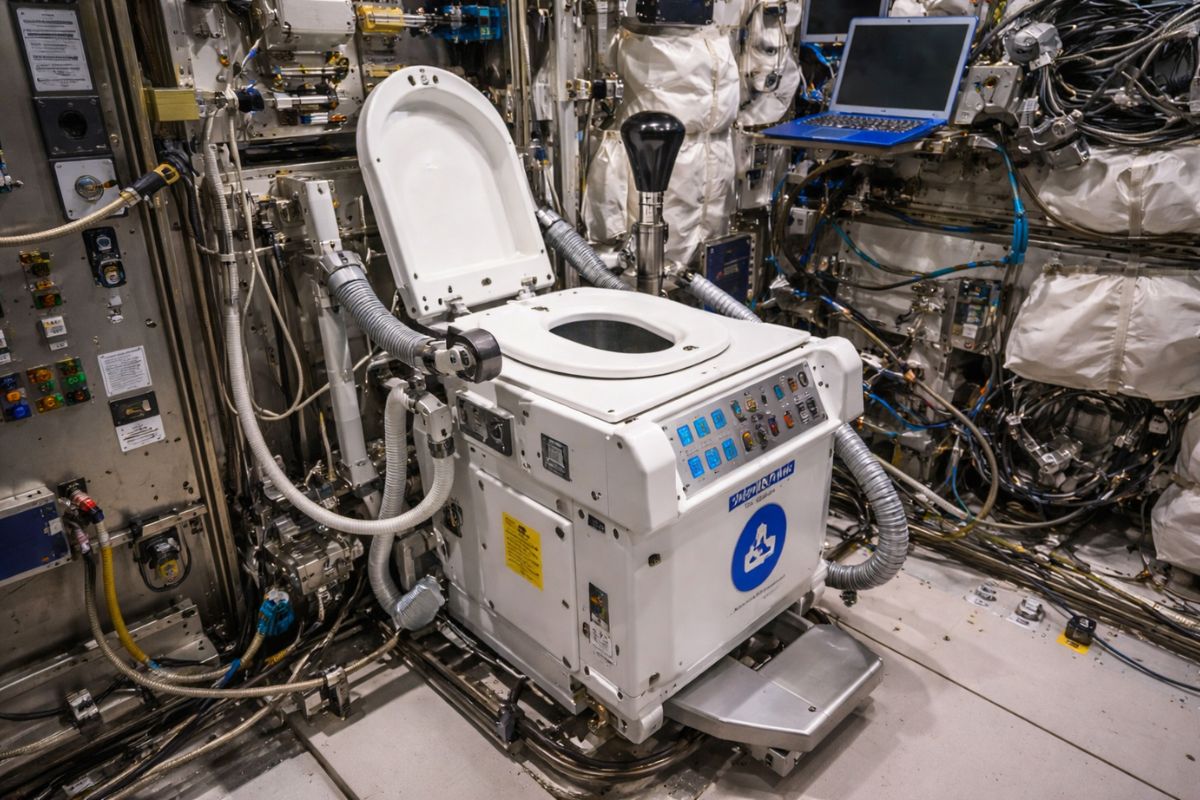
NASA spent over 118 million reais to build a single bathroom that works in zero gravity, and it has just gone to space on the first crewed mission to the Moon in more than 50 years.
-
Man never set foot on the Moon? 5 scientific proofs confirm that humanity has been there and definitively dismantle conspiracy theories.

-
The Brazilian Army will adopt humanoid robots to test the concept of future combat, says a website, surprising everyone, but later revealing that it was all just an allusion to April Fool’s Day.

This mix carries differences in density, moisture, and impurities, which is why sorting is the first real filter of the operation.
In a large recycling plant, the cited capacity reaches 100 tons per day, but only about 80% of the total can be carefully recycled.
Sorting separates what can continue from what would compromise the MDF boards later on.
When wood waste enters with metal, dirt, and mixed items, the risk is not just “losing material”; it is contaminating the entire line. Therefore, sorting is not an aesthetic stage; it is a process engineering stage.
Grinding, Fine Sorting, and The Fiber Standard Below 0.5 Mm

After the initial selection, the wood waste enters grinding and turns into chips, in a continuous flow through conveyors.
Next, the material goes through metal separators, where magnets remove metal impurities before they cause mechanical damage or defects in the product.
Magnets are the control point that prevents a nail from becoming a structural failure.
Then, the chips are ground again to become fibers, and fine sorting becomes a decisive stage of standardization.
The cited criterion is objective: only fibers with particles smaller than 0.5 mm are retained to move on, while the rest is excluded or reprocessed.
This fine sorting does not “improve a little”; it defines whether MDF boards will have sufficient uniformity to press and cure without weak points.
Drying At 200°C And The Humidity That Ruins Quality
Even with fibers at the right standard, humidity is still a technical problem that does not appear in the final finish but weighs on durability.
If humidity is not removed, the result can be future degradation and the risk of mold, in addition to instability of the panel.
That is why drying becomes a bottleneck and, at the same time, a minimum guarantee of process.
The method described is the rotary drum dryer, where hot air circulates while the drum rotates, seeking thermal uniformity.
The mentioned range is between 150 and 200°C, sufficient to dry without burning or damaging the material, with a capacity of 5 tons of chips per hour.
Drying is not an “intermediate step”; it is where the raw material ceases to be unstable and becomes controllable.
The Stage That Decides Everything Before Pressing: Resin And Uniform Coating

Resin enters as a vital component to transform loose fiber into a resistant board.
The described process indicates that modern mixers can coat tons of fibers with resin in a few minutes, ensuring that each fiber receives uniform coverage.
Here lies the defining point: the coating at this stage determines strength, load capacity, and even termite resistance.
The cited numbers show scale and proportion: a typical plant may use about 500 tons of resin per year, with resin representing 8 to 10% of the final product.
If the dosage fluctuates, the MDF boards become vulnerable to internal variations, and the press only “consolidates” a problem that was already born earlier.
This is why, among sorting, magnets, drying, and resin, the resin stage is often the one that most determines the outcome.
Hot Pressing, 30 Mpa And The Physical Birth Of MDF Boards
With the coated fibers, the formation of MDF boards occurs during hot pressing, where temperature and pressure are treated as critical variables.
The described process mentions up to 200°C and a pressure of 30 megapascals, with pressing time between 5 and 7 minutes.
It is in this cycle that the resin binds the fibers, and the panel becomes solid.
Afterward, industrial output specifications come into play: thickness ranging from 6 to 25 mm depending on the purpose, and production can reach up to 100,000 MDF boards per month in a large plant.
The finishing follows with cutting to standard sizes, such as 1.2 m x 2.4 m, and sanding to remove rough spots.
When there is a final coating, there may be a layer of melamine or thin veneer, indicating that the finish can extend the lifespan by up to 30%.
The path from wood waste to MDF boards depends less on narrative and more on control: sorting to select what is useful, magnets to remove metal, fibers below 0.5 mm to ensure homogeneity, drying up to 200°C to stabilize the raw material, and resin to form the internal bond that the press only consolidates.
If you have already used MDF boards in furniture or renovations, the practical point is simple: what seems like “just a sheet” is the result of technical choices that start well before the press. In your experience, what weighs more in daily use: durability, moisture resistance, cost, or finish? And have you ever had an MDF piece that swelled or warped; in what situation did that happen?





Parabéns pelo trabalho
Nos ajuda a entender o processo.
Sou marceneiro e gostei de seu texto
Nos ajuda a entender o processo.